



NaN / 0
High Productivity Reactor Glass 10000 Litre Distillation Column
Get Latest Price
US$ 8800
≥1 Sets
Quick Details
Place of Origin:
Jiangsu, China
Brand Name:
OEM & ODM
Model Number:
recovery tower distillation column
Voltage:
Null
Product Details

Product Details
|
Purpose:
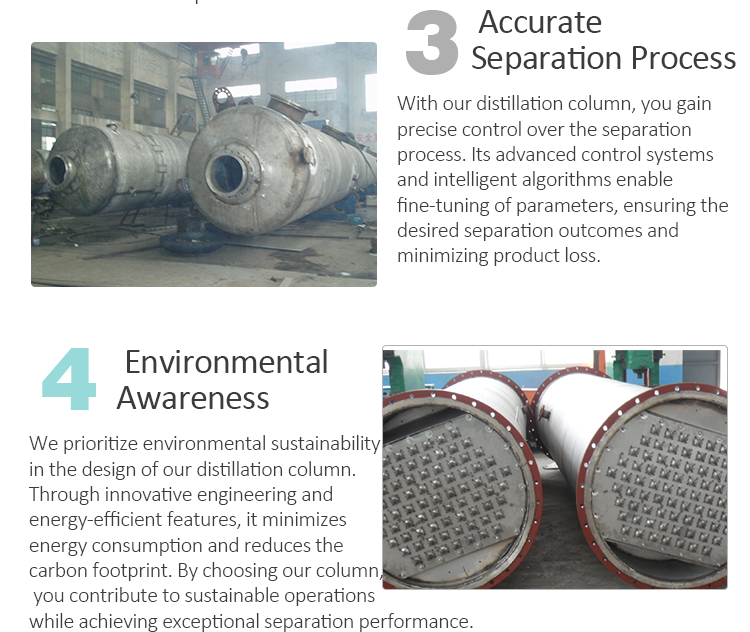
(1) It is used for the pharmaceutical, food, light industry, chemical industry, dilutes alcohol recovery. (2) It can dilute and distillate alcohol from 30-50 Degrees to 90-95 degrees (for high alcohol products, can increase the reflux ratio but will reduce the recovery capability), the residue with alcohol emissions degree ≤ 3 degree. This is a kind of specialized alcohol recovery equipment. Structure and characters: (1) Alcohol recovery tower is composed of distillation column reactor, distillation column, condenser, cooler, buffer tank, measuring tank six parts. (2) The equipment is made of stainless steel 304 and rectification column is packed with high-efficiency corrugated stainless steel plate. Tower reactor use removable U-tube heaters. (3) The equipment has good corrosion resistance and it is also energy-saving, environmental, less production costs and high-efficiency. |
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||



Related Products
30%









Hot Searches